ELEKTROFÜZYON (EF) KAYNAK METODU
Elektrofüzyon Kaynak başta olmak üzere polietilen borularla ilgili soru ve sorunlarınızda bizleri arayabilirsiniz
- Elektrofüzyon Kaynak Makinası ALIM-SATIM TAKAS ve KİRALAMA
- Elektrofüzyon Kaynak Makinası BAKIM ONARIM YEDEK PARÇA
- Elektrofüzyon Kaynak UYGULAMALARI, Yeni Hat Yapımı,Eski Hat Revizyon ve Onarımında
- Elektrofüzyon Kaynak için YARDIMCI EL ALETLERİ İMALATI VE TEDARİKİNDE (Boru Kazıma El raspası, kolay boru kazıma aparatı,giyotin,boru boğma, boru pozisyoner,boru ovallik alma aparatı, boru temizleme spreyi vs vs…)
- Elektrofüzyon Kaynak İçin Ek parça Fittings tedarikinde, stoğumuzdaki uygun fiyata bulma imkanınız olacaktır
- Elektrofüzyon Ef manşon özellikle büyük çaplarda bize ulaşabilirsiniz
- Elektrofüzyon Kaynak ile patlamış olan veya kaçak olan boru hatlarınızda tamirat işlerinizde önce bizden fikir almanızı tavsiye ederiz, büyük çaplı boru hatlarınızda belki de hiç kesmeden ef manşon kullanmadan daha ekonomik ve hızlı şekilde boru tamiratlarınızda
- Elektrofüzyon olarak yapılması düşünülen hatların daha ekonomik olarak alın kaynakla yapılmasına dönüştürülmesinde
TELEFON:+90 312 382 37 00 GSM: +90 532 283 01 62

8.1.1 Elektrofüzyon Kaynak
Polietilen boruların elektrofüzyon kaynak işlemi, DVS 2207 gibi uluslararası standardına
uygun olarak yapılmaktadır.
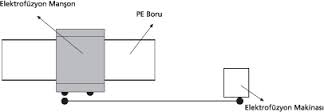
Elektrofüzyon kaynak yönteminde kaynak, manşon kısmındaki ısıtma rezistansları ile
yapılır. Manşon içine borular yerleştirildikten sonra kaynak makinesinin uçları manşonun
delik içerisindeki rezistans uçlarına bağlanarak rezistanslar akım ile ısıtılır. Rezistansların
ısınması sonucu manşonun et kalınlığının borunun et kalınlığından daha çok olmasından
dolayı, boru cidarının ısısı, manşon cidarının ısısından daha yüksek olur. Bu ısı farkından
dolayı boru içerisinde basınç oluşur. Boru üzerindeki basınç ile boru içerisinde oluşan
basınç sayesinde kaynak işlemi gerçekleşir.
Bu kaynak işlemi için kullanılan elektrofüzyon kaynak makineleri hafif olduğu gibi, değişken
kaynak parametreleri ile kaynak yapma ve gerekirse yapılan kaynakların bilgi
dokümanlarının alınmasına da olanak verirler.
Elektrofüzyon kaynak işleminde aynı hammaddeden yapılmış borular kaynatılabilir.
Eriyik akış hızı HDPE-elektrofüzyon birleştirme için 0.3….1.7 gr/10 dk. (l90°C/5 kgj’dir.
Kaynak yapılacak borular ve manşonun eriyik akış hızlarının bu değerler arasında olması
gerekmektedir. Aynı eriyik akış hızına sahip borular kaynak yapılabilir.
Kaynak yapılacak alanın kötü hava koşullarından etkilenmeyecek şekilde korunması
gerekmektedir. (Örneğin: Kar, yağmur, rüzgar, etkili güneş ışınları vb.)
Kaynak yapılacak ortamın ısısı 5°C ile 50°C arasında olmalıdır.
Genel olarak elektrofüzyon kaynak makineleri üzerinde barkod okuyucular ve
elektrofüzyon ek parçalar üzerinde kaynak parametrelerini içerir barkodlar bulunmaktadır.
Kaynak parametreleri barkod üzerinden makineye yüklenmekle birlikte, ek parça üzerinde
yazan kaynak parametreleri manuel olarak da kaynak makinesine yüklenerek kaynak
yapılabilmektedir.
Kaynak Parametreleri
Son teknoloji kaynak makineleri üzerinde barkod okuyucu kalem bulunmaktadır. Kaynak
yapılacak EF ek parçasının kaynak parametreleri, barkod ya da manşon üzerinde yapışık
olarak veya paketin içerisinde bulunur.
Basınç Testi Basınç testi, kaynak işlemi bittikten en az bir saat sonra, borular tamamen
soğuduktan sonra başlatılmalıdır.
Basınç testi DIN 4279/1’e uygun olarak yapılır. Kaynaklı borular üzerine 1.5 x PN basınç
uygulanır. Bu basınç değerinde 10 dk. boyunca düşme olmazsa, test başarı ile sonuçlanır.EF Kaynak Prosedürü
1 – Boruların kaynak yapılacak uçları düz ve pürüzsüz kesilerek, kaynak yapılacak ek
parçanın içerisine dayanma sınırına kadar yerleştirilerek, boru üzerinde giriş sınırı
işaretlenir.
2 – Kaynak yapılacak boru yüzeyi temizlenerek, kaynak öncesi raspa ile yüzey
oksidasyonu alınmalıdır.
3 – Kaynak yapılacak ek parçalar ambalajından kaynak aşamasında çıkarılarak, kaynak
yapılacak elektrofüzyon yüzeyleri sanayi alkolü ile temizlenmeli, borunun ve ek parçanın
kaynak olacak yüzeyleri temizlendikten sonra elle temastan korunmalıdır.
4 – Daha sonra kaynak yapılacak ek parça, borunun işaretli kısmına ek parçanın dayanma
sınırına kadar yerleştirilir.
5 – Elektrofüzyon kaynak uçları yukarı gelecek şekilde boruyla birlikte düz olarak kontrol
edildikten sonra sabitlenir. Kaynak makinesi soketleri, ek parçanın kaynak uçlarına
yerleştirilir ve kaynağa hazır hale getirilir.
6 – Kaynak işlemi için makine hazır sinyalini verdikten sonra, barkod okutularak veya
manuel kaynak parametreleri girilerek kaynak işlemi başlatılır. Genel olarak kaynak
makineleri kaynak süresini ve voltajı ekranda göstererek kaynak işlemini otomatik olarak
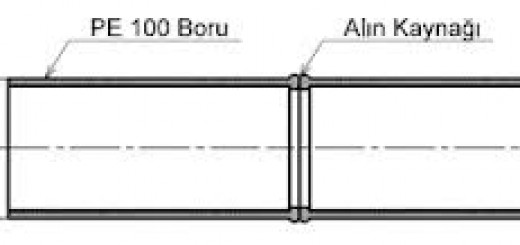
sonlandırarak bitiş sinyali verir.Flanşlı birleştirme yöntemi, PE boruların çelik boru, vana, pompa, kompansatör gibi
ekipmanlarla birleştirilmesi gerektiğinde, veya boru hattının ileriki dönemlerde belli noktalarda
demonte edilmesi gerektiği durumlarda kullanılan bir yöntemdir. Flanş olarak adlandırılan
çelik bir çember PE boru hattının üzerine geçirildikten sonra, boru hattının ucuna “flanş
adaptörü” olarak adlandırılan ve uç kısmında çelik çemberi tutacak şekilde bir yakası bulunan
PE parça, alın kaynağı ile kaynatılır. Flanş ile birleştirilecek olan iki boru hattı karşı karşıya
getirilir ve iki yaka arasına conta yerleştirildikten sonra, civata ve somun ile flanşlarınbağlantısı yapılır. Dikkat edilmesi gereken husus, civataları dairesel sıra ile değil, karşılıklı
sıra ile sıkmaktır. Civataları sıkarken, boru hatlarını çektirmemek, aşırı yüklenmeleri önlemek
açısından önemli bir husustur.
Kaplin adaptör ile birbirine bağlanacak olan borular, eksenlerine dik olarak kesildikten sonra,
uçları yaklaşık 15°’lik bir açı ile konikleştirilir ve boru çevrilerek kaplinin iç kısmındaki çıkıntıya
kadar itilir. Her iki boru da iyice yerleştirildikten sonra somunlar elle sıkılarak bağlantı
tamamlanmış olur. Eğer boru çapı 40 mm veya üzerinde ise, somunun el ile değil de, özel
anahtar ile sıkılması daha doğru olacaktır. Kaplin adaptörler 20 Atmosfer basınca
dayanıklıdır, ancak çapı 1 1 0 mm’yi geçen boruların bağlantısı için tavsiye edilmemektedir.
.1 Kaynakla Birleştirme Yöntemi
TELEFON:+90 312 382 37 00GSM: +90 532 283 01 62
Bir önceki yazımız olan ALIN KAYNAK METODU başlıklı makalemizde ALIN KAYNAK, ALIN KAYNAK BORU BİRLEŞTİRME ve ALIN KAYNAK İLE YAMA hakkında bilgiler verilmektedir.